产品特点:
本机床可以加工轴类、盘类零件,车削螺纹、圆弧、圆锥及回转体的内外曲面,对旋转体类零件进行高效、大批量、高精度加工。设计中对主轴、床身、尾座等部件的刚度进行合理匹配,大大提高了整机的刚性,确保了重切时的稳定性。因而本机床加工外圆精度可达到IT6~IT7级。作为通用型机床,特别适合汽车、电机、轴承、液压等行业对旋转体类零件进行高效、大批量、高精度加工时采用。
1、床身:该系列机床采用30°斜角的整体床身,切削时受力更稳定。内部筋形采用Ansys软件进行优化设计,使机床具有很高的刚性。床身材料采用高密铸铁,强度高吸震性好。加大的排屑口设计,确保机床切削顺畅。导轨采用35规格精密直线滚珠导轨,进给精度高、摩擦阻力小,刚性好,抵抗振动、变形能力高,使用户获得更高的加工精度及更快的移动的速度,生产效率。
2、两轴进给:X轴、Z轴采用伺服电机驱动,通过弹性联轴器与滚珠丝杠直接连接。滚珠丝杠采用两端固定的安装方式。两轴导轨均采用滚动导轨,该导轨为四方向等载荷型,精度高载荷大,滚珠之间用保持架隔开,以减少快速移动时的摩擦阻力及温升、热变形,从而大幅度地提高了加工精度、快移速度和生产效率。其突出优点为体积小精度高维护费用低,是追求高精度和高性价比用户的首选配置,特别适合于汽车、轴承等行业对零件尺寸一致性要求很高的场合。
3、主轴箱:该系列机床为单主轴主轴箱,采用整体主轴单元,电机通过皮带轮直接带动主轴转动,减少了机械传递的功率损耗,启动快速、平稳。整体式套筒主轴结构尺寸经过优化,可满足高刚性、高转速。通过精心的装配使主轴达到理想的精度,具有温升低,热变形小、精度高的特点,使主轴在长期工作时保持主轴轴线的相对稳定。特制的主轴编码器取消了同步带传动机构,有效降低故障率。
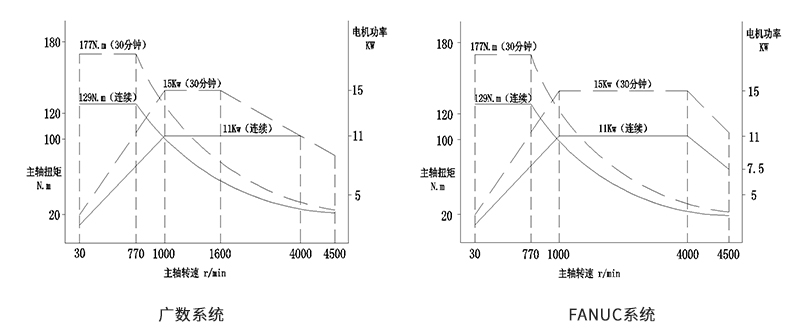
4、 主电机扭矩特性曲线:该系列机床降速比为1:1.3 主轴箱主轴功率—扭矩特性
5、卡盘油缸:本机床标准卡盘选用台湾8寸中实液压卡盘,规格为φ210。该卡盘可以很方便地更换各种工装夹具,快速适应性好,可以满足用户加工多种零件的要求。还可选配其他规格液压卡盘及油缸。
6、床鞍与滑板:本机床床鞍采用高密铸铁整体铸造而成,滑板、刀架放置在床鞍上。滑板与刀架在床鞍上移动采用进口35规格直线滚珠导轨,在X轴方向移动是由伺服电机通过弹性联轴器与滚珠丝杠直联驱动的,丝杠选用进口高精度滚珠丝杠,精度高、传动准确。
7、刀架:本车床的标准刀架采用台湾的液压刀架。刀塔为液压驱动式,采用名牌油马达、静音、高速、扭力大、换刀速度快。刀塔内部机构为凸轮间歇机构,锁紧油缸配合精密的凹凸齿定位器,换刀定位精确度高,可正、反转换刀,可承受重切削。采用灵敏可靠的接近开关,并且精心设计电子感应系统,感应快速准确,不乱刀。合理的外型优化,使重心更低,受力及抗冲击更优。刀塔油压换向及调速功能阀可安装于刀塔本体上,使刀塔的动作响应更快更可靠。
8、尾座:顶尖固定在尾座体顶尖套内,通过液压缸带动尾座体,在直线导轨上整体移动。尾座前后移动由数控系统M功能自动实现,也可以通过操纵面板上的按钮手动实现。驱动尾座时向前顶紧工件后,保持尾座体适当压力,即可完成顶紧动作。
注意:当使用标准顶尖顶紧工件时,机床靠近顶尖处可切削的最小直径为φ30,其它具体情况视工件及顶尖条件而定。
9、液压及润滑系统
液压系统选用了变量叶片泵,液压油箱放置在床身后面,由防护与外界隔离。各个液压回路均采用叠加阀安装方式,结构紧凑,安装方便。该液压系统各执行油缸的压力可分别调整并有压力保护装置。液压油箱带有风冷装置。标准配置采用中外合资集中定量自动润滑系统。
10、冷却及排屑系统:本机床标配接屑盒,根据加工工件材质的不同,可选配排屑器。排屑器类型为链板式排屑器、刮板或磁刮板式排屑器。链板式排屑器适合于收集和输送各种卷状、团状、块状切屑;刮板排屑器适于铜、铝、铸铁等碎屑的输送;磁刮板式排屑器主要用于湿式加工中长度小于150毫米的铸铁屑的输送。排屑器均为自动排屑,可由M指令控制排屑器的启停。
冷却箱及排屑器与主机分离,保证机床精度免受切削热的影响。采用进口大流量高扬程冷却泵,冷却水由冷却泵引出后直接与刀架上的冷却水口相连,经由刀夹喷嘴喷出,为零件和刀具提供冷却及润滑,用以保证工件加工精度,提高刀具使用寿命。此外,根据用户对机床布局形式的要求,排屑器可选择侧置式或后置式。
11、电气系统
机床电气系统:机床电气设计符合GB 5226.1-2008电气标准。电路的动力回路,均有过流、短路保护,机床相关动作都有相应的互锁,以保障设备和人身安全。电气系统具有自诊断功能,操作及维修人员可根据指示灯及显示器等随时观察到机床各部分的运行状态。主要电气元件选用进口产品,其它电气件选用中外合作的产品,从而确保机床的安全性、可靠性。
电箱:采用封闭式电箱,电箱采用热交换器进行散热,确保电气设备的正常工作。电箱采用槽板布线结构,元件布置及布线合理、整齐、美观,便于维修。电箱内预留一定空间以便于扩展功能。
机床操纵控制箱:采用转轴式操纵控制箱,方便于机床的设置与操作。
安全保护:机床具有报警装置及紧急停止按钮,可防止各种突发故障给机床造成损坏。由于软件的合理设计,报警可通过显示器显示文字及报警号。机床根据不同情况将报警的处理方式分为三类:对紧急报警实行“急停”;对一般报警实行“进给保持”;对操作错误只进行“提示”。
技术参数:
| 主要技术参数 | 45度斜轨 CLK46 | 45度斜轨 CLK52 | 45度斜轨 CLK65 | 备注 |
| 床身上回转直径 | 400mm | 450mm | 500mm |
|
| 加工直径 | 400mm | 450mm | 500mm |
|
| 加工棒料直径 | 300mm | 300mm | 350mm |
|
| X行程 | 240mm | 250mm | 250mm |
|
| Z行程 | 500mm | 500mm | 500mm |
|
| 机床导轨方式 | HG35 HGH35直线导轨 | RGH35 RGH35直线导轨 | RGH35 RGH35直线导轨 | 台湾上银/ABBA |
| 滚珠丝杆类型 | 台湾TBI X轴3210C3级磨制 Z4012C3磨制 | 台湾TBI X轴3210C3级磨制 Z4012C3磨制 | 台湾TBI X轴3210C3级磨制 Z4012C3磨制 | 台湾TBI |
| X/Z快移速度 | 24米 | 24米 | 24米 |
|
| 主轴转速 | 4000rpm | 3500rpm | 3000rpm | 华安主轴/选配台湾主轴 |
| 主轴型号 | 炮筒主轴单元 5.5/7.5KW伺服主轴电机 | 炮筒主轴单元 5.5/7.5KW伺服主轴电机 | 炮筒主轴单元 7.5KW伺服 |
|
| 刀塔类型 | 12工位伺服刀塔(1001225) | 12工位伺服刀塔(1001225) | 12工位伺服刀塔(1001225) | 选配电动刀架 |
| 卡盘类型 | 台湾三川6寸中空 | 台湾三川8寸中空 | 台湾三川10寸中空 |
|
| 主轴通孔 | 56mm | 61mm | 76mm |
|
| 主轴拉杆通孔 | 46mm | 52mm | 65mm |
|
| 尾座类型 | 液压尾座 | 液压尾座 | 液压尾座 |
|
| 定位精度 | 0.005mm | 0.005mm | 0.005mm |
|
| 重复定位精度 | 0.005mm | 0.005mm | 0.005mm |
|
| 液压站 | 4MPA 60L 带风冷 | 4MPA 60L 带风冷 | 4MPA 60L 带风冷 |
|
| 数控系统 | 广数980TB3I总线绝对值编码器 | 广数980TB3I总线绝对值编码器 | 广数980TB3I总线绝对值编码器 | 选配 新代/FANUC |
| 外形尺寸/机床重量 | 2350X1450X1700mm /2800KG | 2350X1500X1700mm /3000KG | 2450X1550X1700mm /3200KG | 选配自动排屑机 |
| 可选配数控系统 | 广数 | GSK988TA1 |
| FANUC | FANUC 0i 0I-TF(5) |
注意:
1、主轴转速是在标准配置下的转速范围,当安装其它配置的卡盘、卡具或主电机时,请注意所选择的卡盘或卡具的极限转速。
2、数控机床对电源要求严格。如果用户电网波动超过±10%,必须增加稳压装置,否则数控机床将不能正常工作,甚至出现不可预测的结果。
3、机床扭矩恒定,但随着切削直径的变大,可满足的切削参数会随着变小,因此机床加工参数请根据工件尺寸进行相应调整。
4、机床重量仅供参考,重量以机床装箱单为准。
主要精度:
机床精度贯彻GB/T16462-2007《数控卧式车床 精度检测》标准。
| 检 验 项 目 | 工厂标准 |
| 加工精度 | IT6 |
| 加工工件圆度 | 0.0025mm/Ф75 |
| 加工工件圆柱度 | 0.010mm / 150mm |
| 加工工件平面度 | 0.010mm/Ф200mm |
| 加工工件表面粗糙度 | Ra1.25μm |
| 定位精度 | X轴 | 0.008mm |
| Z轴 | 0.008mm |
| 重复定位精度 | X轴 | 0.004mm |
| Z轴 | 0.004mm |